80% lower AR-15 Easy Jig gen2 router jig review
Manufacturer's sale page for the Easy Jig gen 2 for AR15 and AR10
Recently 80% Arms released a completely redesigned version of their original Easy Jig router-based system. Over time 80% Arms had updated the original design with new features starting with universal side plates and then improved side plate options including hardened steel inserts or full steel plates. However these changes make it a true second generation jig. The subject of this review will be the combination AR-15 and AR-10 (AR-308) jig. 80% Arms does offer a lower cost jig that will only work with the AR-15 (and AR-9) receiver pattern and the cost is, as of this writing, $70 less. Both jigs are available with either a hand held router adapter or with an additional plate for full-size router use. The jig being reviewed has both the hand held and full-size plates and each was used during the review process.
What's new, unique or interesting?
- The most universal router-based jig tested to date
- The end mill does not touch the jig (the 5D Tactical jig also has this feature though it is accomplished in a different way)
- Jig has an integrated attachment point for a small "shop vac" attachment (the 5D Tactical Pro jig also has this)
- Full steel side plates and drill guide
- Can be used with a full-size router using an optional adapter ($30 extra) (5D Tactical does not have this feature, the current Modulus Arms jig can use either size without an adapter)
What's in the box?
The jig package comes in a Magpul-esque themed cardboard box which neatly contains all of the jig parts.


There is both a full color "quick start" guide and a user manual in the box.

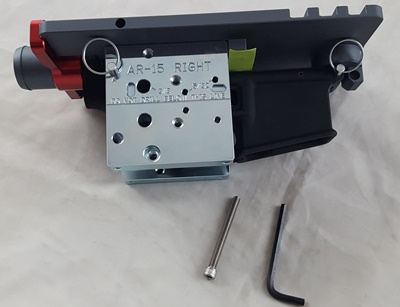
The hardware package consists of an aluminum top plate, left and right solid steel side plates, buffer screw, buffer support, drill guide/trigger template, end mill bushing, AR-15 and AR-10 pin sets (cotterless hitch pins), an Allen wrench, long side plate screw, seven short assembly screws, hand held router plate adapter, small bubble level and end mill alignment tool.

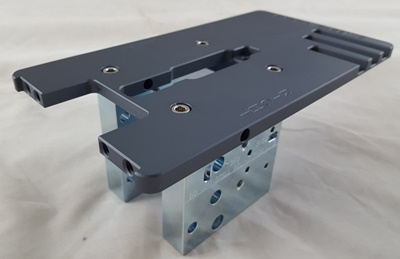
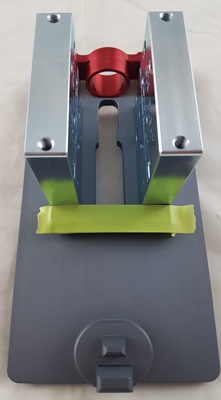
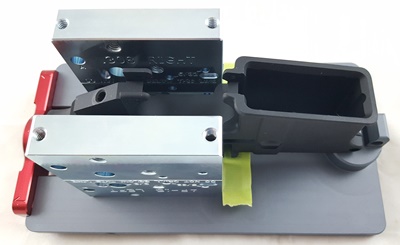
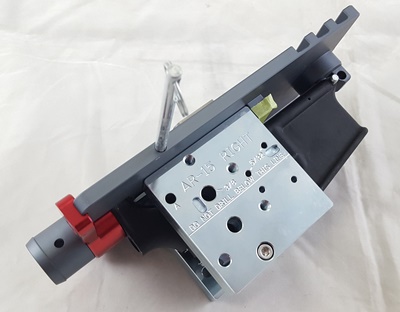
Hand held router adapter plate with side plates in the AR-15 configuration.

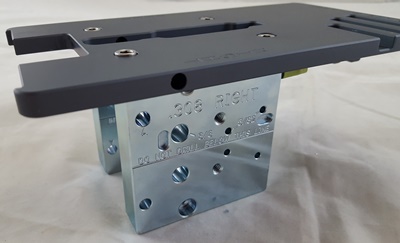
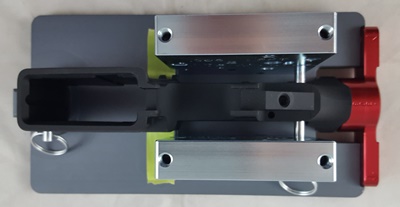
Hand held router adapter plate with side plates in the AR-10 configuration (all plates flipped).

Tool and hardware pack.

Although it is an optional purchase I would highly recommend purchasing the full tool kit. You are unlikely to have a 21/64" drill bit and it's always nice to have a dedicated drill bit set to store with the jig.

In either case you will need to use the proprietary end mill with this jig system.
Here is a video 80% Arms created and posted on Vimeo showing the setup of the Easy Jig gen2.
Setting up the jig
Determine which type of router you will use and then remove its bottom plate.


Insert the end mill into the router's collet and tighten.


Next align the router attachment plate with your router's frame, attachment plate bushing down and opening to the front of the router.


Use the bushing alignment tool to ensure the end mill is centered in the bushing and adjust as necessary before securing the attachment plate.


Secure the plate with the router's original attachment screws. If your router had tapered screws then you may be able to use the flat bottom screws that come with the jig.

For the Porter-Cable 690 series full-size router you will need to purchase different screws. I got a pack of Everbilt #10-24x1/2" screws from Home Depot.

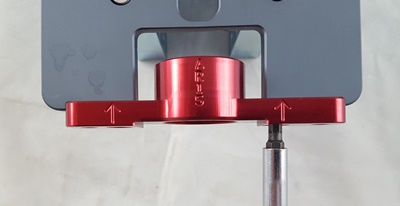
Now begin assembly of the jig by (hand tight) attaching the left and right side plates to the top plate using four of the 1/2" screws. If you are milling an AR-15 size receiver then make sure the side plates read "AR-15 RIGHT" and "AR-15 LEFT" as viewed from the sides of the assembled jig. For an AR-10 you will similarly want the side plates to read "308 RIGHT" and "308 LEFT".
Loosely attach the buffer screw support to the rear of the top plate using two of the 1/2" screws.
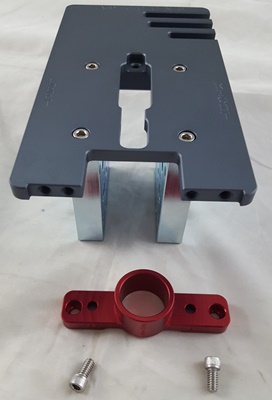
Make sure the support is aligned correctly for the lower receiver type you are using. The receiver type lettering will face up with the alignment arrows facing forward.

The underside of the top plate has an alignment bar which fits tightly against the front edges of the side plates and the top surface of the lower receiver blank. Layers of masking tape can be added on top of this bar to help some lower blanks fit more tightly. The lowers I tried never required more than one layer of tape but you may find otherwise with some lowers.
Now secure the lower receiver into the jig by inserting the quick release pins (cotterless hitch pins) starting with the front pin. Use the smaller 1/4" diameter pins for AR-15 size lowers and the 9/32" pins for AR-308 size lowers.


If you are not able to insert the rear pin you may need to remove one or more layers of added masking tape from the center alignment bar on the top plate. Once both pins are secured thread in the buffer screw through the buffer support.

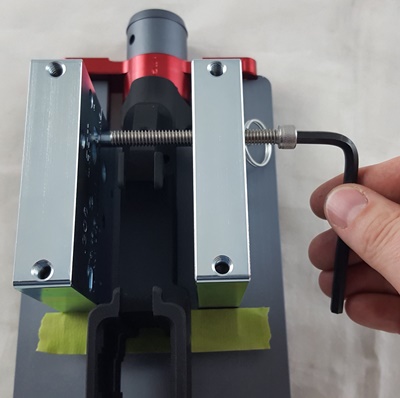
Next thread the long stainless bolt through the sides plates. If you run into a lot of resistance stop and back the bolt out. Check the alignment of the plates and make sure you do not have any aluminum chips/shavings on the bolt which can bind between the screw and plate threads. This bolt adds support to the jig and keeps the side plates secure when placed in a vise.


Tip the jig onto it's front edge and tighten the four top screws into the two side plates while pressing the side plates against the center alignment bar of the top plate.

Now hand tighten the buffer screw into the lower receiver. Then insert the included Allen wrench through the buffer screw as shown.
Use the Allen wrench as additional leverage to thread the buffer screw in completely. You should not encounter excessive force during this process, If you do stop, unscrew one turn and check the alignments. I found that polymer receivers, without metal buffer inserts, can offer more resistance than aluminum receivers do.
Machining the lower receiver
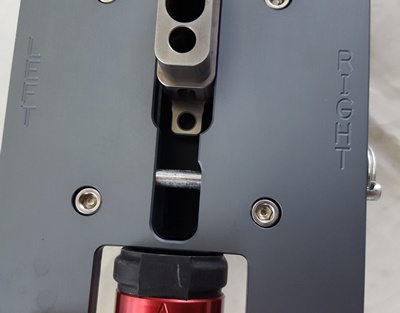
Insert the drill block into the top plate with the round hole facing towards the rear of the jig and tighten in place using the last 1/2" screw. The screw will not be flush once tightened.


Secure your jig in a bench vise or drill press keeping the jig square to the work surface. The jig includes a small bubble level which you can use to ensure all of your surfaces are level to each other before drilling the hole.

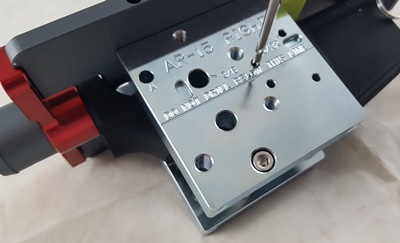
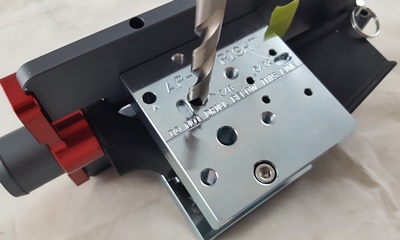
Spray some lubricant into the hole and then use a 21/64" drill bit to drill completely through the receiver. Be careful not to break through the receiver's bottom surface and strike the integrated trigger guard if your lower receiver has one.

The height of the drill guide will help keep your drill bit perpendicular to the lower's top surface if you are using a hand drill but still use care to keep the bit straight. After drilling the hole remove the drill guide from the jig.

Now we can begin machining the lower using the router and end mill. If your lower does not have the rear pocket already machined, or if you want a more traditional AR-15 machined pocket, pull the rear pin out of the jig and leave it out.

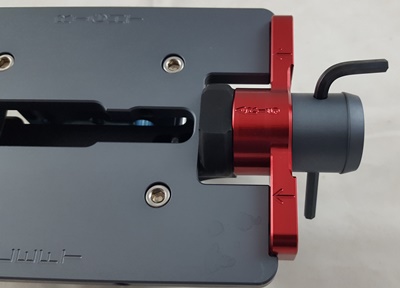
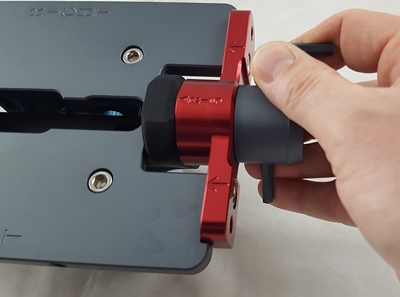
If your rear pocket is pre-machined and you do not wish to machine it further put the long 1/4" pin you just removed into the hole in the side of the top plate and push it all of the way into the plate.
This pin will keep the router from machining into the rear pocket by limiting the router attachment plate bushing's travel (acts as a stop).
Set the depth of your end mill's first cut to the first line on "A" depth gauge located on the jig's top plate.

Align yourself with the jig, which is secured in a vise, so that you are at the rear of the jig (nearest the buffer support). If you wish to use the vacuum attachment on the jig you can connect your hose and vacuum now. The manual also recommends taping off the gaps between the receiver and side plates to increase the efficiency of the vacuum (recommended). Turn on the vacuum and then spray some lubricant onto the lower receiver's top surface. Place the end mill into the 21/64" hole you just drilled. Try to keep the end mill from touching the sides of the hole as best you can when turning on the router. Hold the router firmly and securely and turn on the router.

Move the router in small, clockwise circles to slowly nibble away at the lower receiver material. Do not machine straight forward or backward yet. You want to remove most of the inside of the fire control group pocket using these circles before running the router attachment plate bushing clockwise along the perimeter of the template. Understand that the less material you try to take with each pass (or circle) the cleaner your cut will be and the less wear you will have on your end mill. With that in mind, after your first pass is complete adjust the depth of your subsequent cuts in 1/2-1/3 hash increments. As you progress you will learn how much depth you can comfortably move between passes. It is a good idea to vacuum out the chips/shavings between each pass and to also spray lubricant into the receiver cavity with each pass. This keeps the milling area clean and lubricated. And for safety's sake always allow the router to come to a complete stop before removing it from the milling area.

For the final pass I recommend using several shallow passes to keep the bottom of the rear pocket clean. It also helps ensure you do not accidentally set the depth of the final cut too deep. This caveat does not apply if you are not machining the rear pocket since all "A" gauge machining is just a step to the "B" gauge depth. However the final passes for "B" gauge should be shallow as recommended here.

Once the entire "A" depth is machined you can move to the "B" gauge. As discussed previously the long 1/4" quick release pin should be put into the hole in the side of the top plate and pushed through to create a stop for the router attachment plate bushing. This prevents any further milling of the rear pocket area.

As before, cut out the entire fire control group pocket all of the way down to the bottom of depth gauge "B" using the same techniques and caveats as were given for depth gauge "A". This includes making the final cutting depth in several shallow passes.

Now we can mill out the trigger slot. Vacuum out the lower paying special attention to the screw hole that the drill block/trigger template goes in. You don't want to secure the screw in this hole while trying to compress aluminum chips between the screw and jig template. Use the 1/2" screw to attach the trigger template to the top jig plate.

This time the trigger template will sit flush with the top plate surface. The attachment screw will still be proud of (sitting above) the top surface. Note that the router attachment plates have a cut in their bottom surface to clear this screw.

Set the end mill depth to the first hash mark on the "C" depth gauge.

Place the end mill into the pilot hole that was drilled in the first machining step. Ensure that the end mill is in the hole by moving the router slowly in the hole to verify by feel and restricted movement that it is indeed in the hole. Center the end mill in the hole and turn on the router while holding it securely. Slowly machine the entire area of the first pass using clockwise circles of increasing size until you can run the end mill along the entire perimeter of the trigger template. Make shallow depth passes for all subsequent passes to keep the trigger hole neat.
This completes the milling portion of the machining process. Remove the trigger template from the jig.

Remove the long 1/4" quick release pin from the side of the top plate.
Insert the long 1/4" quick release pin into the "A" hole in the side plates which will help secure the lower receiver into the jig.

If you are using a hand drill to drill the hammer/trigger and selector holes you might consider investing in the stabilizers offered by 80% Arms (discontinued). They are $20 each or $30 for a pair (you would have to remove the stabilizer for each side if you only buy one). These should not be necessary if using a drill press but will help keep the drill bit perpendicular when using a hand drill. Drill the 5/32" holes for the hammer and trigger pins and then do the same for the 3/8" selector hole. Drill only through one side of the lower at a time. You can decide if you'd rather drill all holes of one size first or drill all holes on one side first. You may find it preferable to drill all holes on one side so you do not have to reposition your jig and lower in the vise.

That completes the machining and you can now remove the lower from the jig. You do not need to completely disassemble the jig to do this. You only need to remove the long side plate screw, the buffer support screw and both quick release pins. Begin by removing the long side plate screw. Be careful not to bring any aluminum shavings into the side plates that may be attached to the screw. I recommend using a brush on the threads of the screw to prevent this.

Next unscrew the buffer support from the receiver and pull the rear pin and then the front pin from the jig. You can now lift the lower out of the jig. If you wish to machine another lower you can do so by inserting a new lower blank in its place. If the lower is of a different brand or type you may have to make some adjustments to the jig.
Conclusions:
The 80% Arms Easy Jig gen2 is a worthy successor to the Easy Jig gen1.x series. It uses a very different method for completing the AR pattern 80% receivers. Like the Modulus Arms HD and 5D Tactical jigs the Easy Jig gen2 aligns the jig using the rear "buffer tower" (not the actual name, I don't know if it has one) and the front pivot pin area. There are comparatively few parts in the entire system especially when considering it can also do AR-308 lowers with very minimal changes to the jig. The fit and finish is top notch.
So the question of course is how does the Easy Jig gen2 compare to the other router-based jig systems? I'll say we are very fortunate to have three choices (Easy Jig, Modulus Arm, 5D Tactical) and they're all of very good quality. So it's hard to say one jig is clearly the winner based on that criteria alone. Then it becomes a question of what is important to you and we're to the point where I really need to do a break down of the advantages each jig may have in a separate article (being updated for the just released 5D Tactical Pro jig). But the Easy Jig continues to be a great choice and the gen2 is the best we've seen come out of 80% Arms. There is nothing about this jig that would cause me to steer someone away from choosing it and I highly recommend it.